

Take Preventive Maintenance to the Next Level
Fleet managers can improve their preventive maintenance (PM) programs by reorganizing work bays and eliminating waste in the PM process.

Leveraging drivers as “eyes and ears” along with historical shop data to administer predictive maintenance activities are key practices to prevent premature breakdowns that negatively impact cost and customer service.
Illustration: Getty Images
Repair shops have widely used process improvement methods — starting with total quality management and others introduced by the likes of W. Edwards Deming — to optimize organizational processes. These programs morphed into widely known platforms including Toyota Production System (TPS), Lean Management, Six Sigma, and Operational Excellence (OE).
As pressure mounts to reduce total cost of ownership for assets, highly driven fleet managers are embracing OE programs to elevate their scheduled maintenance programs to the next level.
Preventive Maintenance Basics
There are two primary kinds of vehicle and equipment maintenance activities: scheduled and unscheduled. The core of all good maintenance programs hinges on the quality and consistency of each organization’s scheduled preventive maintenance inspection (PMI) activities to avoid breakdowns. Many fleet management professionals understand a successful PM program consists of several fundamental factors: driver vehicle inspection reports (DVIRs), PM inspections (PMIs), and predictive maintenance (PdM).
Of the total scheduled work performed, about 60% focuses on performing PMIs, 30% concentrates on DVIRs, and 10% targets PdM tasks, or systematic replacement of components prior to failure. Leveraging drivers as “eyes and ears” along with historical shop data to administer predictive maintenance activities are key practices to prevent premature breakdowns that negatively impact cost and customer service.
Other key components related to successful PMI and PdM programs include:
PM Task Sheets: Properly sequenced step-by-step checklists detailed by make/model and/or equipment class executed to eliminate excess motion.
Scheduled Service Intervals: Advance scheduled, consistent, multi-echelon PMI intervals (A, B, C, etc.) set up by appropriate usage parameters (hours, miles, days, fuel) based on manufacturer recommendations and historical shop data.
Work Order Task Segregation: Routine shop procedures and data capture processes separating PMI tasks from PM follow-on repairs and PdM activities on individual work orders. This is to establish and enforce optimal time standards to measure and optimize technician productivity.
Quality Control Inspections: Routine program ensuring quality and consistency by conducting random inspections evaluating each technician’s PMI performance to eliminate substandard work and repeat repairs, and to maintain proficient time standards.
Technician Training: Required training/certification program curriculum. As equipment technology evolves, technician expectations change relative to PMI activities.
Incorporating these key components goes a long way toward ensuring assets perform efficiently. But how do organizations striving for continuous improvement take it to the next level?
Optimizing Scheduled Maintenance Programs
In addition to the components mentioned above, the simplest way to optimize a PMI program is by implementing the following Operational Excellence activities:
Adopting workplace organization principles
Establishing standard repair times
Utilizing OE tools to develop work standards
Growing from TPS standards was the adoption of workplace organization standards, commonly known as “5S.” 5S is a principle of Lean Management devised from various studies showing how clean and organized workplaces lead to improved employee productivity, safety, and morale. The premise behind 5S is to Sort, Set-in-order, Shine, Standardize, and Sustain to set up the workplace.
An example of 5S in the workplace would be organizing work bays with PMI-related tools and supplies near the PMI-dedicated work bay in order to eliminate “muda,” or wasted technician movement. These can include parts and supplies, including safety-required personal protective equipment (eye goggles, bump cap, ear plugs, gloves, etc.); PMI toolkits; lift equipment; fluid reels; rear-positioned brake/taillight mirrors; waste receptacles; cleaning supplies; and commonly used PM parts and supplies (filters, lightbulbs, etc.).
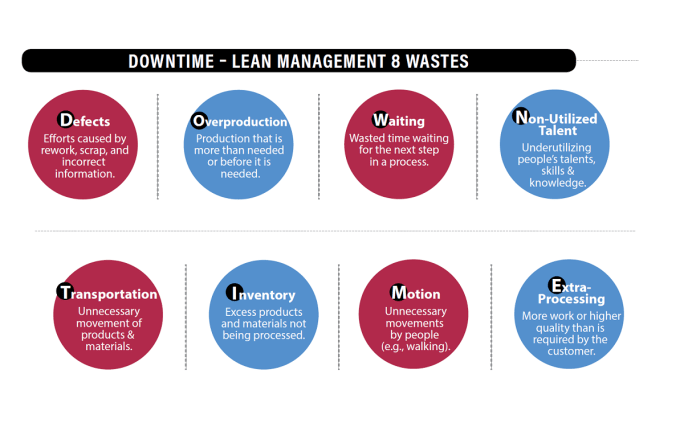
The concept of excess waste is best remembered using the word “downtime,” which has a negative connotation throughout fleet management. The acronym “DOWNTIME” is commonly used by Lean Management experts to identify eight common wastes in organizations:
Once a shop has organized its PMI bays using 5S principles, along with establishing standard repair times to strengthen technician productivity, it is then time to move to the next level.
Remove Waste
Shops can significantly improve their scheduled maintenance programs by streamlining the PMI step-by-step sequence to remove non-value-added waste. This is best achieved by using a tool called “value stream mapping,” coupled with an illustration like the one shown in the figure above.
The illustration is an example of a tool that can visually demonstrate excess waste occurring within the PMI cycle. The first step in creating an effective illustration of the actual PMI is to formally organize a “kaizen” event — or improvement projects — including stakeholders involved in the process and buy-in from the technician performing the work.
Shops can significantly improve their scheduled maintenance programs by streamlining the PMI step-by-step sequence to remove non-value-added waste.
Image: Steve Saltzgiver
If the shop is equipped with a mezzanine overlooking the PM bay, this high ground is optimal for creating a good visual aid of potential excess waste. If not, evaluators should seek a suitable location to obtain a good view of the PMI process.
Next, accurately diagram each step the technician takes during the PMI process while performing the assigned tasks. The primary goal is to establish a realistic baseline of the current PMI process that can be improved upon to create the shop standard through subsequent value stream mapping.
The greater the waste removal through streamlining — improved by strategically staging equipment, tools, parts, supplies and fluids within a dedicated work bay — the more efficient the PMI process becomes.
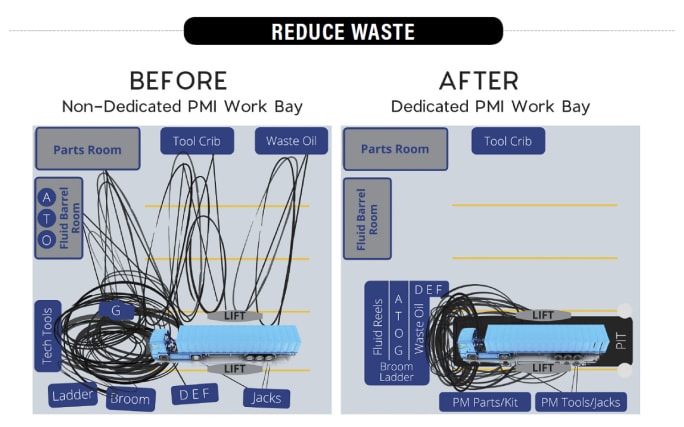
Diagram the steps technicians take while performing assigned tasks and see how those steps can be reduced.
Image: Steve Saltzgiver
Continually Revise Processes
Once the process is thoroughly refined using 5S and waste removal, fleet management can better size the PMI staff and efficiently manage PMI scheduling, as well as improve technician productivity and customer satisfaction. Likewise, shop management must invest time in updating and revising inspection checklists, technician training programs, shop policies and procedures, standard repair timetables, and data capture methods to reflect the newly optimized PMI program changes from the value stream mapping event.
As fleet managers invest the time needed in mapping the PMI process, it is not unreasonable to reduce the overall takt time — the rate at which a service is completed — significantly.
Organizations investing time in the value stream mapping exercise have seen PMI takt time reductions from six to two hours for a PMI, the latter of which translates into meaningful productivity savings. These takt time savings afford busy shop supervisors with greater flexibility to schedule three planned PMI-A events during a technician’s eight-hour shift as opposed to a single PMI.
The final point to remember is that the PMI optimization process never ends. It should be an ongoing exercise in the continuous improvement cycle as vehicle technology, employee skills and expectations, and the fleet industry continue to evolve over time.
About the Author: Steve Saltzgiver, CAFS, is a consultant with Mercury Associates. He can be reached at SSaltzgiver@mercury-assoc.com.
More Maintenance

Is Your Fleet Garage Holding Back Your Operation? | The Fleet Breakroom
Norman Barrientos of Barrientos Design & Consulting explains how agencies can use operational data to show decision-makers why a replacement or major renovation is needed.
Read More →
Reducing Long-Term Maintenance Costs and Downtime
Downtime is rarely caused by a single surprise failure but rather by an issue that builds over time through setbacks ranging from deferred maintenance to poor replacement planning. So what's the fix?
Read More →
The Future of Government Fleet Technicians with Mike Cleary
Insight on preparing for hybrid and electric vehicle service, what fleets need to know about recruiting technicians in a competitive market, and how to make the most of limited training budgets.
Read More →
Work Orders Are More Than Records. They're a Roadmap to Fleet Availability
What if your work orders could predict failures, uncover hidden costs, and boost fleet availability? Here's how leading fleets are using the data.
Read More →
Drive More Profit with Greater Fleet Uptime
Fleet downtime costs money. JASPER helps keep vehicles on the road with quality remanufactured components, fast nationwide delivery, and reliable solutions that boost uptime and profitability.
Read More →
The Fleet Efficiency Gap: Where Budgets, Utilization & Risk Collide
Departmentally assigned vehicles often create hidden costs through underutilization, poor visibility, and increased administrative burden. This whitepaper explores how shared motor pool strategies help fleets reduce costs, improve accountability, and optimize vehicle utilization.
Read More →
Smart Seasonal Maintenance Tips for Government Fleets
Government fleets carry extra weight, and routes, schedules, and public trust depend on reliability. A systematic spring checklist keeps vehicles in service when agencies need them most.
Read More →
BendPak Debuts 12APF Two-Post Lift for Tall Vehicles in Low-Ceiling Shops
New 12,000-lb. open-top lift designed for commercial vans, trucks, SUVs, and fleet vehicles
Read More →
Reducing Risk and Improving Safety in Public Sector Fleets with Advanced Driver-Assist Technology
Public sector fleets face increasing pressure to improve safety, reduce liability, and operate efficiently. See how advanced vehicle technologies are helping agencies protect drivers, the public, and their budgets.
Read More →
Fleetio Launches AI Service Advisor to Simplify and Accelerate Fleet Maintenance Approvals
Fleetio launched an open beta of its AI-powered Service Advisor tool, designed to help fleet managers streamline repair approvals and reduce vehicle downtime.
Read More →